TRABAJOS DE REHABILITACIÓN LOCOMOTORA ELEONORE
CASTRILLÓN, ASTURIAS
WORKS OF ELEONORE LOCOMOTIVE REHABILITATION,
CASTRILLÓN, ASTURIAS
G. Laine San Román Ingeniero de Minas. Jefe del Departamento Comercial y Marketing SADIM, Grupo Hunosa I. Fanjul Álvarez Ingeniero de Minas. Jefe de Departamento Ingeniería Civil y Minera SADIM, Grupo Hunosa J. Fernandez López Director del Museo del Ferrocarril de Gijón L. García Lorenzo Licenciada en Geografía SADIM, Grupo Hunosa
RESUMEN
El primer ferrocarril español del que se ha conseguido confirmación documental se estableció hacia 1834 en la mina “Valey”, en Castrillón, para transportar carbón hasta la concha de Arnao. Durante las primeras décadas del ferrocarril de vía estrecha, la explotación se realiza por medio de tracción de sangre. Con el desarrollo de fabricados de tracción vapor adaptado a las vías mineras, se posibilita la mecanización de este transporte de tal manera que en 1880 se adquiere la primera locomotora para servicio en esta línea, la locomotora “Eleonore”.

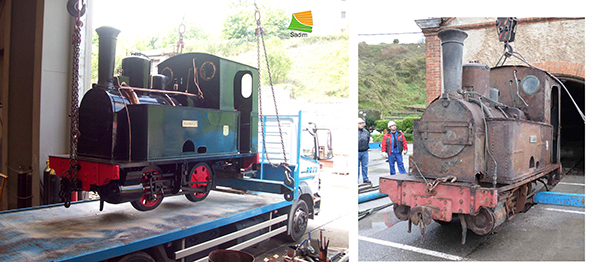
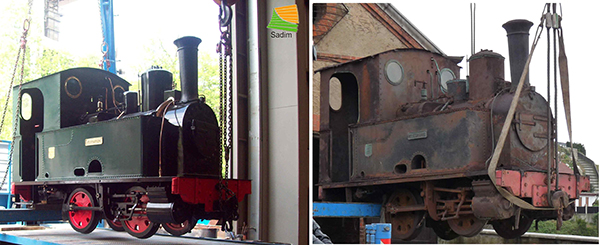
Se trata de una de las locomotoras de vapor de vía estrecha más antiguas entre las conservadas en España y la única de su ancho en todo el país. Durante la larga vida de la locomotora, casi 80 años, se produjeron en la misma un gran número de reparaciones y trabajos de mantenimiento; sin embargo, se puede afirmar que no sufrió reformas o alteraciones de relevancia. La restauración ha buscado conducir a la recuperación de la pieza en el aspecto que presentaba en los últimos años de uso. Se ha llevado a cabo su restauración a época años 40/50, con cabina cerrada, engrasadores de condensación, freno desmontado y en el clásico esquema verde rojo azul. PALABRAS CLAVES: Arnao, Eleonore, locomotora, restauración, vapor.
ABSTRACT
The first Spanish railroad that has obtained documentary confirmation established towards 1834 in the mine “Valey”, in Castrillón, to transport coal to the shell of Arnao. During the first decades of the narrow-gauge railway, the operation is made by means of blood traction. With the development of made of traction steam adapted to the mining routes, the mechanization of this transport is made possible in such a way that in 1880 the first locomotive for service in this line is acquired, the locomotive “Eleonore”. One is one of the older steam locomotives of narrow route between conserved in Spain and the only one of its wide one in all the country. During the long life of the locomotive, almost 80 years, repairs and works of maintenance took place in same a great number of; nevertheless, it is possible to be affirmed that it did not undergo reforms or alterations of relevance. The restoration has looked for to lead to the recovery of the piece in the aspect that presented/displayed years of use in the last. Its restoration to time has been carried out years 40/50, with closed cabin, lubricators of condensation, brake disassembled and in the classic blue red green scheme. KEYWORDS: Arnao, Eleonore, locomotive, restoration, steam.
INTRODUCCIÓN: DATOS IDENTIFICATIVOS
Denominación: Eleonore Naturaleza: Locomotora de vapor Ancho de vía: 800 mm. Localización: Museo del Ferrocarril de Gijón Año de fabricación: 1880
ANTECEDENTES HISTÓRICOS
El primer ferrocarril español del que se ha conseguido confirmación documental se estableció hacia 1834 en la mina “Valey”, en Castrillón, para transportar carbón hasta la concha de Arnao. La sociedad heredera de la empresa que desarrolló esta línea, la “Compagnie Royale Asturienne de Mines”, fundada en 1853, desarrollaría a partir de esa fecha otra serie de líneas en la zona de Arnao, para servicio de la fundición de zinc enclavada en la ensenada de Arnao. La red incluía ferrocarriles desde las minas de carbón a los lavaderos y sobre todo otro de desde Arnao hasta la ría de Avilés en san Juan de Nieva, ambos en el poco habitual ancho de 800 mm. Aunque los datos del Ministerio de Fomento indican que este último fue concedido a la Real Compañía el 30 de abril de 1867 y los datos oficiales ofrecen como fecha de apertura 1868, consta que prestaba servicio con bastante anterioridad. En concreto fue en setiembre de 1855 se concluyeron las obras del ferrocarril Arnao-San Juan de Nieva, que dada la fecha carecía de comunicación con cualquier otra línea. Todo el trazado del ferrocarril, de 5.820 metros de longitud, clasificado como “ferrocarril minero de servicio particular”, se desarrollaba íntegramente en terrenos propiedad de la empresa en una franja de terreno “de 25 varas de ancha y cerca de 4.000 de larga”. Dado el peculiar ancho de vía de esta instalación parece muy probable es que el ferrocarril Arnao-San Juan de Nieva fuera la primera aplicación del mismo en España, a la que con el tiempo le siguieron muy pocas realizaciones más y prácticamente siempre en instalaciones mineras, sobre todo en las minas vizcaínas, aunque pocas sobrevivieron al final del siglo XIX. En cualquier caso, poco antes de la llegada de la vía ancha a Avilés de la mano de la Compañía de los Caminos de Hierro del Norte de España en 1890, la Real Compañía instala carriles de ancho ibérico sobre el trazado anterior de la vía estrecha para posibilitar el acceso directo de los vagones a sus instalaciones desde la estación de San Juan de Nieva. Durante las primeras décadas del ferrocarril de vía estrecha, la explotación se realiza por medio de tracción de sangre. Así, en 1860 el informe de Sampayo decía que “el servicio por esta vía se hace con 20 vagones y 6 caballerías” Con el desarrollo de fabricados de tracción vapor adaptado a las vía mineras, se posibilita la mecanización de este transporte de tal manera que en 1880 se adquiere la primera locomotora para servicio en esta línea, precisamente la “Eleonore”, que se encarga en exclusiva de atender el servicio, hasta la progresiva llegada de otras dos gemelas del mismo constructor en 1887 y 1899. De 1951 data la cuarta del parque, muy similar a las anteriores y también del mismo fabricante, resultando muy llamativo que se reprodujera el mismo modelo nada menos que 70 años después de la primera unidad, prueba del éxito de diseño y del interés de la empresa en mantener un parque homogéneo. Todas, salvo la primera (la “Eleonore”) que se conservó, parece que fueron desguazadas en 1964, reservando algunas piezas como recambio. El constructor CouilletLa Société Anonyme Usines Metallurgiques du Hainault, Couillet, Marcinelle (Bégica) más conocida como simplemente “Couillet” lugar donde se ubicaban sus talleres, comenzó a construir locomotoras a finales de los años 40 del siglo XIX para los ferrocarriles belgas. A lo largo de sus más de cien años de vida construyó alrededor de 2.000 locomotoras de vapor, una parte sustancial para las líneas de su propio país, siendo de las primeras empresas en especializarse en locomotoras de pequeño tamaño para explotaciones industriales de vía estrecha. A empresas españolas entregó un buen número de máquinas desde 1863, fecha de fabricación de un pedido inicial de cuatro 120 de vía ancha para el ferrocarril de Ciudad Real a Badajoz. Precisamente Couillet serviría para Asturias algunas de las primeras locomotoras específicamente mineras que rodaron por España, comenzando con su número 282 de 1877, una pequeña máquina de dos ejes entregada a Fábrica de Mieres para su ferrocarril a la mina Nicolasa.
OBJETIVOS
Los trabajos realizados sobre la locomotora Eleonore han permitido la restauración y por tanto la puesta en valor del elemento, recuperando las partes que eran susceptibles de restauración y sustituyendo aquellas otras que debido a su estado de deterioro irreversible no era posible recuperar, consiguiendo así un aspecto similar al que tenía la máquina en su época de funcionamiento. Partiendo de la valoración técnica del elemento se describe el estado previo de conservación de este, así como de las rehabilitaciones anteriores sufridas. Respetando los criterios generales de restauración se desarrollan los procedimientos generales de actuación así como las actuaciones concretas sobre cada uno de sus componentes, hasta obtener el resultado pretendido de restauración.
VALORACIÓN TÉCNICA
Se acepta la inclusión de unos criterios que actúan sobre el elemento, en el sentido que se refiere, objetivizando los mismos por medio de indicadores. Usando, por sobradamente admitidos, los que en su día se utilizaron para la elaboración de la sección ferroviaria del Inventario del Patrimonio Histórico Industrial de Asturias 1.- Criterio cronológico: Factor que se refiere a la antigüedad de la pieza en relación con su naturaleza. 2.- Procedencia: Con este criterio se abarcan las piezas procedentes de las antiguas compañías privadas poseedoras de material ferroviario. 3.- Origen regional: Objetos diseñados, construidos o reformados ampliamente en Asturias. Este factor se pondera sobre Objetos de diseño y construcción asturiano. Objetos de construcción asturiana y diseño foráneo. Objetos de diseño y construcción foránea, reformados ampliamente en Asturias. 4.-Representatividad histórica (valoración ponderada): Piezas especialmente relevantes por ser únicos restos de su tipo supervivientes de una línea o ferrocarril: Piezas fundacionales de la explotación de un determinado trazado. 5.- Rareza: Incluye objetos muy escasos o poco habituales en su uso o naturaleza. 6.-Representatividad técnica: Piezas con características singularmente representativas de un tipo, ancho de vía, modo de explotación, etc. 7.- Estado de conservación. Tiene en cuenta sobre todo el nivel de degradación sufrido por la pieza desde su cese de servicio. 8.- Estado de uso: Se pondera desde (estado de ruina irrecuperable salvo reconstrucción) (en uso operativo original) 9.- Fidelidad: Valora el estado de fidelidad del diseño de la pieza respecto de su época fundacional o de uso. 10.- Intervenciones anteriores: Valora inversamente a la degradación de la pieza por intervenciones anteriores posteriores al fin de su uso, teniendo en cuenta su reversibilidad. 11.- Interés divulgativo: Valora el valor de la pieza para la difusión de un determinado hito histórico, de un sistema productivo, una situación social o de cualquier otro aspecto determinable referido a su valor como testimonio. Sobre estas bases, se puede determinar, en relación con la locomotora de vapor “Eleonore” que por su fecha de construcción se trata de una de las locomotoras de vía estrecha más antiguas entre las conservadas en España. En cualquier caso, indudablemente es la más antigua de las de vía estrecha conservada en Asturias. También es la única de su ancho conservada en todo el país y el único resto del parque de la vía estrecha de la R.C.A.M. superviviente. Aplicando los criterios: 1.- Criterio cronológico: Alcanza la máxima valoración dada su fecha de construcción. 2.- Procedencia: Alcanza la máxima valoración al tratarse de una pieza adquirida directamente por la razón social fundacional. 3.- Origen regional: No se pondera al tratarse de una pieza de diseño y construcción foráneos sin reformas “in situ” de relevancia. 4.- Representatividad histórica (valoración ponderada): Piezas especialmente relevantes por ser únicos restos de su tipo supervivientes de una línea o ferrocarril. Alcanza la máxima valoración al tratarse del último vestigio de la línea de 800 mm de la RCAM Piezas fundacionales de la explotación de un determinado trazado: Alcanza la máxima valoración, ya que se trata de la primera locomotora usada en la línea y por lo tanto fundacional. 5.- Rareza: La valoración es media, ya que aunque el modelo es el único superviviente de su diseño específico, no se aleja de otras piezas existentes en su uso y naturaleza esencial. 6.- Representatividad técnica: Alcanza la máxima valoración por ser la única locomotora de su ancho de vía superviviente en toda España. 7.- Estado de conservación. Se valora en un nivel medio alto, pues aunque el estado general aparente es malo, la pieza está completa en sus elementos esenciales específicos y los daños afectan únicamente a chapa y pintura. 8.- Intervenciones anteriores. Nivel muy alto, pues las intervenciones en restauraciones anteriores han afectado muy escasamente a los elementos originales. 9.- Estado de uso: Nivel bajo, aunque el interés de su recuperación operativa son escasas, debido al fin proyectado. 10.- Fidelidad: La valoración determina un nivel alto, toda vez que, como se ha descrito, si bien ha sufrido algunas alteraciones, estas no varían esencialmente el diseño original. 11.- Interés divulgativo: Alcanza la máxima valoración, toda vez que es un verdadero hito en diversos ámbitos, incluyendo su representatividad técnica derivada de su exclusivo ancho de vía, representar el único testimonio de los ferrocarriles de vía estrecha de la RCAM, su significado en el territorio, la admisión generalizada de su valor en el hinterland social al que va destinada, etc.
ESTADO PREVIO DE CONSERVACIÓN Y RESTAURACIONES ANTERIORES
Debido al prolongado período de uso de la locomotora, de casi 80 años, se produjeron lógicamente en la misma gran número de reparaciones y trabajos de mantenimiento, cuya documentación está incompleta y que previsiblemente supusieron la sustitución a lo largo del tiempo de gran parte de los materiales y elementos originales. Sin embargo, de las imágenes conocidas de la máquina y de las comparadas del fabricante, se puede afirmar que no sufrió reformas o alteraciones de relevancia salvo las que se describen a continuación. En este sentido, la mayor alteración exterior sufrida fue el cierre de la parte posterior de la marquesina, llevado a cabo en fecha indeterminada, pero datable alrededor de 1930, sin duda para mejorar las condiciones de trabajo del personal. La reforma consistió esencialmente en el añadido de una pared trasera, colocaba acaballada sobre la traviesa portatope trasera, dotada de dos óculos evidentemente diferentes a los delanteros. Es probable que para aumentar el espacio disponible, se alargara ligeramente el bastidor en ese testero. También es un añadido evidente el sistema de engrase de cilindros por medio de engrasador de condensación, que sustituyó a los engrasadores manuales originales sobre la capilla. Esta mejora es datable en parecidas fechas a la anterior. Algunas reparaciones han dejado también evidentes marcas en la locomotora y son evidencia del aprovechamiento de materiales que al menos durante parte de su vida. Un ejemplo es el uso de chalecos remachados en las reparaciones de los tanques de agua, afectando singularmente al tanque izquierdo. Por lo demás, la locomotora no parece haber sufrido alteraciones de importancia en los trabajos de reparación y mantenimiento, que respetaron su estética y diseño más o menos original. En este sentido conserva los rasgos básicos típicos del fabricante, algunos arcaizantes y perfectamente reconocibles, incluyendo la chimenea coronada, válvulas de muelle, rebordes en domos y areneros, ruedas macizas aligeradas, traviesas portatopes de madera, puerta de la caja de humos, etc. De las catas realizadas y de la comparación con el resto de locomotoras de la empresa, es evidente que al menos durante parte de su vida activa, la locomotora fue pintada en el característico esquema de colores verde, negro, rojo con detalles en latón, tan típico en muchos ferrocarriles asturianos y del que se dará detalle más adelante. Tras el fin de servicio de la locomotora a mediados de los años sesenta del siglo XX, fue ubicada como elemento de ornato sobre un corto tramo de vía en la zona exterior de las instalaciones de San Juan de Nieva de la RCAM. Posteriormente, hacía 1971, fue trasladada al interior del pozo de Arnao, donde se habilitaron unas efímeras instalaciones a modo de exposición. Por las fotografías conocidas, parece que con carácter previo a su instalación en San Juan de Nieva, fue someramente remozada, aparentemente sólo con trabajos de pintura y probablemente la sustitución de algunas chapas, que fueron soldadas. No es posible determinar en este momento si fue entonces, cuando se le removió el sistema de accionamiento del freno de mano, ya que aunque es posible que esta alteración se llevará a cabo debido a la sustitución de la chapa del piso de la marquesina en su primera rehabilitación cosmética, también cabe que se eliminara en tiempo de servicio, toda vez que no ha sido rara la práctica hasta cierto punto viciosa de que el frenado de las locomotoras de este tipo de efectuara en exclusiva a contravapor. De las imágenes disponibles en este momento, no es posible saber si en esta rehabilitación mantuvo el esquema de color verde o ya fue pintada en el negro que presenta finalmente. Posteriormente, como ha quedado dicho, se ubicó en el interior del castillete del pozo de Arnao. Es muy probable que con este motivo fuera de nuevo repintada, en este caso ya enteramente negra salvo detalles en rojo. En esta última ubicación sufriría de un progresivo deterioro por corrosión, incluso acusadamente electrolítica, de origen ambiental, agravada por la cercanía al mar de esta ubicación, pero no pluvial por lo que afecta uniformemente especialmente a chapa y pintura y acusada en las zonas de unión de metales. Sin embargo al estar cerrada mantuvo su integridad en los elementos específicos esenciales.
CRITERIOS GENERALES DE RESTAURACIÓN
Se parte también del hecho cierto de que en los objetos industriales no pueden considerarse como principio absoluto general el respeto a los materiales originales, toda vez que en la vida de cualquier objeto industrial que haya sido utilizado intensivamente, como es el caso, se producen numerosas intervenciones para mantenimiento, reparación y mejora y por lo tanto, el material mismo sufre reposiciones y alteraciones. Tampoco es un criterio absoluto la reposición del bien al estado original de fábrica, toda vez que su valor deviene no sólo de su proceso constructivo sino también, y en muchos casos sobre todo, de su devenir como recurso o herramienta, con todo lo que ello comporta. En este escenario, se acepta obviamente que el objeto industrial preservado actúa como verdadero testimonio, en los términos admitidos para los bienes culturales. Por tanto, cobra valor considerar como principio general determinante de la restauración aquellas actuaciones, ponderadas por el respeto al objeto, que permiten obtener de dicho bien el máximo valor testimonial. No se puede negar que la aplicación de este criterio resulta especialmente delicada, toda vez que es preciso ponderar la carga de subjetividad que una actuación sin criterios absolutos puede suponer. De ahí que cobre esencial interés el análisis de los términos de la propia pieza y de aquellos factores que le otorgan singularidad y valor, que resultan lógicamente muy variables y de los que se ha hecho referencia anteriormente.

RESULTADO DE LA RESTAURACIÓN
De todo lo referido, se considera que la restauración ha buscado conducir a la recuperación de la pieza en el aspecto que presentaba en los últimos años de uso. Las razones son varias. Por un lado, el aspecto general de la pieza no había cambiado en exceso desde su construcción, salvo las adaptaciones en la marquesin exigidas por la mejora en las condiciones del trabajo del personal y que por lo tanto posee un especial valor añadido en tanto evidencia una evolución natural de la pieza en relación con su entorno social. Por otro, ese aspecto permite recuperar un aspecto aún perfectamente reconocible y asumible que da referencia y resumen de la propia vida útil de la locomotora, siendo posiblemente el esquema que durante más tiempo presenta. Por otra parte, con esta solución su utilidad testimonial en relación a los criterios aplicados no se minusvalora en absoluto. Finalmente, la solución propuesta es perfectamente asumible en términos de esfuerzo de rehabilitación. Se ha llevado a cabo su restauración a época años 40/50, con cabina cerrada, engrasadores de condensación, freno desmontado y en el clásico esquema verde rojo azul ya indicado y que se describirá con detalle más adelante.
PROCEDIMIENTOS GENERALES
Desde el punto de vista de las técnicas, resulta evidente que no es posible, ni aconsejable, limitarse a los procedimientos y materiales exactas de trabajo utilizados en la vida activa de la locomotora, toda vez que deben aprovecharse en beneficio de los procedimientos operativos de la restauración y sobre todo de la más adecuada y viable conservación futura de la pieza, materiales y técnicas actuales disponibles. Este factor actuará especialmente en lo que se refiere a los materiales a utilizar, a las técnicas de unión de elementos, a los procedimientos de protección pasiva anticorrosión y los recubrimientos superficiales. En lo que se refiere a los materiales a utilizar, sobre el escrupuloso respeto a las dimensiones y perfiles, se admite el uso de reposiciones de equilibrio adecuado entre coste y características. Se admite en este sentido el desmontaje destructivo y parcial o completa sustitución de chapas, perfilería, tuberías, elementos de madera y otros elementos no específicos. Por lo que toca a las técnicas de unión de elementos, se respeta en todo caso el procedimiento original, especialmente en las partes vistas, si bien se admite el uso de tornillería métrica y la soldadura como alternativa al remachado, siempre que en las zonas en que este sea visto se reproduzca visualmente. Si bien se actúa preferentemente sobre los elementos de unión no permanente (tornillería) en su caso se admite la remoción de sistemas permanentes (remaches y soldadura), especialmente en los elementos no específicos que se prevea vayan a ser enteramente sustituidos. Respecto a la protección pasiva anticorrosión, se admite el uso de pasivado como técnica general para otorgar a los materiales férricos la mayor durabilidad. En relación con los recubrimientos superficiales, se utilizan con carácter preferente, pinturas de tipo poliuretano dos componentes, sobre imprimaciones compatibles. La determinación de colores finales se admite sobre carta RAL en los tonos más cercanos los que resultaron de las catas realizadas. El cualquier caso, se respetan de manera absoluta los elementos específicos y aparatos.
ACTUACIONES CONCRETAS
Se puede considerar dividida la pieza en tres sistemas básicos conforme la división convencional de este tipo de máquinas: Vehículo: Abarca el bastidor, rodaje completo, elementos de freno, tracción y choque, suspensiones, marquesina y tanques Máquina de vapor: Abarca los cilindros, movimiento completo incluido sistema de cambio de marcha, tubos de admisión y escape hasta su unión con el generador, sistemas de engrase de movimiento. Generador de vapor: Incluye caldera completa con todos sus accesorios y envolventes, caja de humos con sus accesorios interiores y exteriores, inyectores y elementos de unión con el vehículo y el generador. Dado el estado de la pieza y sobre todo el fin esencialmente cosmético de la restauración proyectada, se considera que es posible prescindir en las operaciones de la división referida, cobrando sin embargo especial valor la consideración de elementos específicos, es decir aquellos individualizables que deben ser necesariamente conservados y objeto de tratamientos concretos y aquellos otros inespecíficos, entendiendo por tal los que admiten sustitución y reconstrucción. Con carácter general se realiza el desmontaje de la unidad en los menores elementos precisos para su adecuado y tratamiento, separando los elementos específicos para su tratamiento diferenciado, con las excepciones que luego se indicarán. En este sentido se procede al desmontaje de tanques y marquesina, considerados con carácter general como elementos inespecíficos, separándolos del conjunto bastidor – caldera, separando la trasera de aquella, techo, laterales, el frente de óculos y cada uno de los tanques. Se actúa preferentemente sobre la tornillería, teniendo presente que se necesitará remover algunas tuberías pasantes y el silbato en el frente de la marquesina. Se adoptan precauciones para evitar deterioros en los elementos específicos de la marquesina, especialmente en los óculos frontales de latón. Se desmontan y sustituyen, el arenero, la cubierta del domo y las envolventes del cuerpo cilíndrico, de la caja de humos y del hogar, considerados elementos inespecíficos. Se adoptan precauciones para la más sencilla obtención en el proceso posterior de las dimensiones de referencia de estos elementos inespecíficos, incluyendo los cinchos de las envolventes y especialmente los cinchos ornamentales de latón de arenero y cubierta de domo, con vistas a los trabajos posteriores. Se reconstruyen la cubierta del regulador ante el domo, ahora desaparecida. La puerta del hogar se trata como elemento específico, con independencia de su posible cambio de calificación según el tratamiento preciso. En las secciones no reconstruidas de las chapas, se presta especial atención al tratamiento en profundidad y saneamiento completo de los interiores de las uniones a tope. Se desmontan las tuberías exteriores de cobre de engrasadores, del soplador y resto presentes, que se tratan en principio como elementos inespecíficos de referencia. Se desmontan con especial cuidado elementos específicos singulares como el silbato, válvulas de seguridad, engrasador de condensación placas de identidad y de construcción para tratamiento separado, que será manual y del más bajo índice de agresividad. Se desmonta la chimenea para tratamiento separado, considerándola a estos efectos como elemento específico. Se desmonta por medios no agresivos el bielaje completo, inclusos cojinetes de bielas. Todas las piezas del movimiento se tratan como elementos específicos no reemplazables. Se presta especial atención al marcaje previo indeleble pero no agresivo de cada una de las piezas. A tal efecto se efectúa el marcaje y se croquiza y fotografía el conjunto y cada pieza previamente al desmontaje y cada pieza justo tras el mismo. Se envuelven con paños engrasados los muñones de las manivelas para evitar ralladuras corrosiones ulteriores. El tratamiento del bielaje se efectúa con métodos no agresivos. Respecto de los elementos de conducción y alimentación, tratados como elementos específicos, se mantienen en lo posible sin desmontar los elementos de cabina presentes (regulador, tubo de nivel, grifos de aforo, etc.) en tanto no sea preciso su desmontaje, ya que debe tenerse muy en cuenta la fragilidad previsible en este tipo de piezas, especialmente en las de fundición, evitando el uso de calor o herramienta agresivas. La caldera del bastidor se trata como elemento específico, con independencia de que, por su naturaleza y con todas las precauciones en los elementos adosados que resultan de mayor fragilidad, admitan tratamientos de cierta agresividad, singularmente el chorreo o agranallado. Por lo que se refiere a los bajos de bastidor, se desmontan las ataguías y el los ejes montados por izado del conjunto bastidor – caldera, para tratamiento de aquellos de manera diferenciada. Se protegen las manguetas con paños engrasados. Se admite el tratamiento sin desmontaje de las velas y ballestas de la suspensión. Se desmontan las traviesas portatopes para el tratamiento y sustitución de los elementos en madera, salvarguardando dimensiones de todos los elementos no específicos, especialmente de la traviesa portatopes de madera. Se desmontan para referencia y sustitución las envolventes de cilindros. No se desmontan en ningún caso los cilindros del bastidor y estos últimos se cierran con tapones de forma totalmente estanca todos los orificios (entradas de admisión, escape y vástagos, para evitar la entrada de residuos de los tratamientos) Se realizan una serie de catas para el mayor número posible de muestras en estrato de la pintura de los diferentes elementos desmontados, y esencialmente de los tanques laterales, frontal y trasera de marquesina, borde de bancada, cubos de eje, alma de ruedas, borde de llantas, bielas (si presentaran rastros de pintura), traviesas portatopes, caja de humos y chimenea, envolventes de cuerpo cilíndrico, arenero, domo, chimenea, envolventes de cilindros y cuerpo del bastidor. Desmontada convenientemente la locomotora en los elementos señalados se procede a la rehabilitación de todos los elementos específicos de acuerdo con los siguientes principios: Evitar totalmente el tratamiento con chorro de arena o granalla de elementos de bronce o latón y en los ejes montados, y previamente a su aplicación en elementos estructurales como el conjunto bastidor-caldera, proteger las piezas de fundición y sobre todo las de latón o bronce presentes. En general para el tratamiento con chorro de arena o granalla adoptar todas las precauciones para evitar deterioros en metales blandos e impedir la presencia de partículas residuales en el interior de las cajas, cilindros y cojinetes. Tratar a mano todos los elementos específicos de bronce o latón para acabado pulido, admitiéndose también tratamiento por baño de ultrasonidos o procedimientos químicos no agresivos. Croquizar como principio general, los elementos inespecíficos, y singularmente chapas de tanques, las diversas envolventes y la marquesina, para su entera sustitución, con chapas del mismo espesor de las originales evitándose en lo posible el parcheado parcial y de forma absoluta los tratamientos superficiales mediante enmasillado. Se admite sustituir uniones remachadas por soldadura, siempre que se respeten cosméticamente los remaches presentes en disposición y número exacto. El remachado se puede simular por tornillería o por remache soldado interiormente, que en cualquier caso se cabecearán por la parte vista con embutidora a efectos estéticos. Reconstruir los cinchos, especialmente los de latón de ornato de domo y arenero, así como los adornos de los bordes de la marquesina. Eliminación del remachado de los chalecos del tanque izquierdo al ser reconstruido. Reconstrucción de las actuales uniones soldadas de los largueros externos del bastidor, incluyendo en su caso reposición completa de perfiles. Desmontaje de los inyectores, desmontando los tubos y bridas, saneo y posterior tratamiento superficial no agresivo. Para protección pasiva, efectuar un tratamiento de pasivo acorde con los materiales en el interior de los tubos de humo y hogar. Reconstrucción de los elementos inespecíficos no recuperables según los criterios señalados, o saneamiento mecánico de los recuperables en las zonas oxidadas hasta alcanzar ST3. Protección antioxidante, preferentemente mediante convertidor de óxido o, según los casos, capa de imprimación con pintura epoxi poliamida en las zonas de chapa al desnudo con un mínimo de 45 micras de espesor de película seca, con fondeado previo de las zonas reparadas Pintura en el esquema propuesto con poliuretano de dos componentes, aplicando dos manos de húmedo sobre húmedo, con un espesor mínimo de 60 micras de película seca, evitando la aplicación con temperatura ambiente menor de 8 a 10º centígrados según nivel de humedad, para garantizar el mejor curado. Con carácter general la aplicación de la pintura se realiza con pistola, salvo en detalles. Los metales en bronce o latón se presentan pulidos sin pintura ni barnices.
TRATAMIENTO EFECTUADO
Fecha inicio de los trabajos: 15 de Enero de 2010 Fecha finalización de los trabajos: 15 de Marzo de 2010 Restaurador: SADIM S.A. (GRUPO HUNOSA) Entidades colaboradoras: Museo del Ferrocarril de Asturias